استاندارد گالوانیزه گرم پیچ و مهره
ASTM A153
استاندارد ASTM A153 شامل الزامات پوشش روی از طریق فرایند گالوانیزه گرم بر روی محصولاق آهنی و فولادی می شود. عملیات پوشش کاری به صورتی انجام می گسرد که قطعات فولادی به نحوی در مذاب گالوانیزه قرار می گیرد و مدت زمانی که در این حالت هستن باعث ایجاد واکنش متالورژیکی بین آهن و روی مذاب شده و سبب ایجاد لایه بین فلزی Zn/Fe می گردد. این استاندارد هم در سیستم متریک و هم در سیستم اینچی مورد استفاده قرار می گیرد.
استاندارد ASTM A153 شامل الزامات پوشش روی از طریق فرایند گالوانیزه گرم بر روی محصولاق آهنی و فولادی می شود. عملیات پوشش کاری به صورتی انجام می گسرد که قطعات فولادی به نحوی در مذاب گالوانیزه قرار می گیرد و مدت زمانی که در این حالت هستن باعث ایجاد واکنش متالورژیکی بین آهن و روی مذاب شده و سبب ایجاد لایه بین فلزی Zn/Fe می گردد. این استاندارد هم در سیستم متریک و هم در سیستم اینچی مورد استفاده قرار می گیرد.
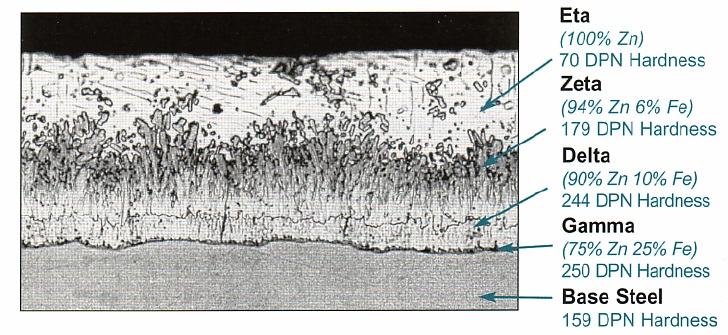
همانطور که در تصویر بالا دیده می شود بر اثر ماندن قطعه فولادی در مذاب روی سه فاز بین فلزی با درصد های وزنی متفاوت از آهن و روی در سطح قطعه به وجود می آید. زمان ماند بالاتر در مذاب روی باعث کلفت تر شدن فار گاما و دلتا می گردد. لازم به ذکر است که غیر از زمان موارد دیگری مانند دما و عناصر آلیاژی موجود در فلز پایه بر ضخامت این لایه ها تاثیر گذار هستند.
این استاندارد هم برای قطعات و هم برای اتصالات و پیچ و مهره مورد استفاده قرار می گیرد. نمونه برداری از قطعات پوشش داده شده باید مطابق استاندارد مرجع انجام گیرد ولی به طور کلی نمونه برداری به صورتی است که در هر بچ تولید متناسب با تعداد قطعات پوشش داده شده به روش گالوانیزه گرم ، تعداد گفته شده نمونه برداشته شده و ضخامت پوشش اندازه گیری می شود. در اینجا مهم است که ضخامت هیچ یک از قطعات کمتر از مقدار مشخصی نباشد و همچنین ضخامت میانگین نمونه ها هم کمتر از عدد مشخص شده نباشد.
در جدول زیر اعداد مورد نظر برای هر یک از موارد آورده شده است.
استحکام چسبندگی پوشش روی بر سطح فلز مبنا توسط عمل بریدن یا کندن با نوک یک چاقوی محکم و ضخیم تعیین می شود ، نوک چاقوی مزبور را با فشار قابل ملاحظه بگونه ای که تمایل به جدا کردن بخشی از پوشش داشته باشد اعمال می کنیم استحکام چسبندگی پوشش در صورت پوسته شدن آن بشکل فلس یا پولک و نمایان شدن فلز مبنا در قسمت جلو نوک چاقو ناکافی تلقی می شود ، آزمون مزبور نباید در قسمت لبه ها یا گوشه ها ( نقاطی که دارای استحکام چسبندگی کم باشند ) اجرا شود ، همچنین به منظور تعیین چسبندگی از برداشتن پوشش قطعات کوچک توسط عمل کندن و یا تراش ( با چاقو ) استفاده نکنید .
|
Coating Thickness
mils [microns], Minimum
|
Weight [Mass] of Zinc Coating,
oz/ft 2 [g/m2 ] of Surface, Minimum
|
Class of Material
|
|
Any Individual Specimen
|
Average of Specimens Tested
|
Any Individual Specimen
|
Average of Specimens Tested
|
|
3.1 [79]
|
3.4 [86]
|
1.80 [550]
|
2.00 [610]
|
Class A—Castings—Malleable Iron, Steel
|
|
3.1 [79]
|
3.4 [86]
|
1.80 [550]
|
2.00 [610
|
Class B—Rolled, pressed, and forged articles
(except those which would be included under Classes C and D):
B-1—5⁄8 in. [15.88 mm] and over in thickness
and over 15 in. [381 mm] in length
|
|
2.1 [53]
|
2.6 [86]
|
1.25 [381]
|
1.50 [458]
|
Class B—Rolled, pressed, and forged articles
(except those which would be included under Classes C and D):
B-2—under 5⁄8 in. [15.88 mm] in thickness and
over 15 in. [381 mm] in length
|
|
1.9 [48]
|
2.2 [56]
|
1.10 [336]
|
1.30 [397]
|
Class B—Rolled, pressed, and forged articles
(except those which would be included under Classes C and D):
B-3—any thickness and 15 in. [381 mm] and under in length
|
|
1.7 [43]
|
2.1 [53]
|
1.00 [305]
|
1.25 [381]
|
Class C—Fasteners over 3⁄8 in. [9.52 mm] in diameter
and similar articles. Washers 3⁄16 in. and greater [4.76 mm and
greater] in thickness
|
|
1.4 [36]
|
1.7 [43]
|
0.85 [259]
|
1.00 [305]
|
Class D—Fasteners 3⁄8 in. [9.52 mm] and under in diameter,
rivets, nails and similar articles. Washers under 3⁄16 in. [4.76
mm] in thickness
|